1 范围
GB/1800的本部分规定了极限与配合制的基本术语和定义、公差、偏差和配合的代号表示及标准公差值、基本偏差值。
本部分适用于具有圆柱型和两平行平面型的线性尺寸要素。
2 规范性引用文件
略
3 术语和定义
GB/T 18780.1-2002和GB/T 18780.2-2003确立的以及下列术语和定义适用于本部分。
3.1
尺寸要素 feature of size
由一定大小的线性尺寸或角度尺寸确定的几何形状。
[GB/T 18780.1-2002中2.2]
3.2
实际(组成)要素 real(integral)feature
由接近实际(组成)要素所限定的工件实际表面的组成要素部分。
[GB/T 18780.1-2002中2.4.1]
3.3
提取组成要素 extracted integral feature
按规定方法,由实际(组成)要素提取有限数目的点所形成的实际(组成)要素的近似替代。
[GB/T 18780.1-2002中2.5]
3.4
拟合组成要素 associated integral feature
按规定方法,由提取组成要素形成的并具有理想形状的组成要素。
[GB/T 18780.1-2002中2.6]
3.5
轴 shaft
通常,指工件的圆柱形外尺寸要素,也包括非圆柱形的外尺寸要素(由二平行平面或切面形成的被包容面)。
3.5.1
基准轴 basic shaft
在基轴制配合中选作基准的轴。
注:对于本标准,即上极限偏差为零的轴。
3.6
孔 hole
通常,指工件的圆柱形内尺寸要素,也包括非圆柱形的内尺寸要素(由二平行平面或切面形成的包容面)。
3.6.1
基准孔 basic hole
在基孔制配合中选作基准的孔。
注:对于本标准,即下极限偏差为零的孔。
3.7
尺寸 size
以特定单位表示线性尺寸值的数值。
3.7.1
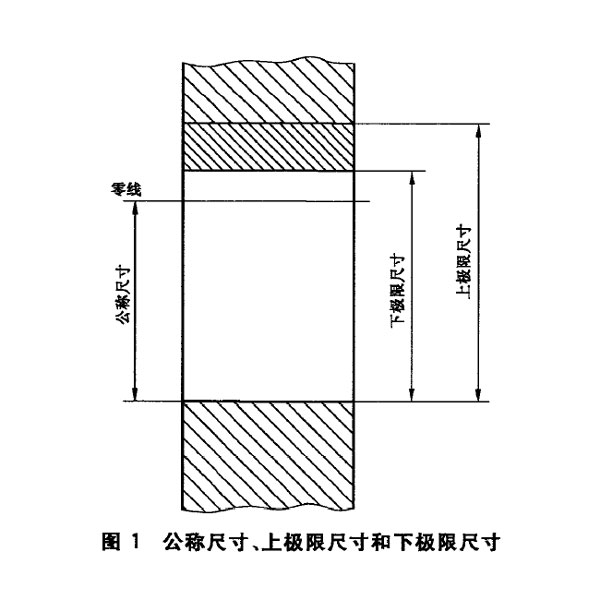
公称尺寸 nominal size
由图样规范确定的理想形状要素的尺寸,见图1。
注1:通过它应用上、下极限偏差可计算出极限尺寸。
注2:公称尺寸可以是一个整数或一个小数值,例如32,15,8.75,0.5……。
3.7.2
提取组成要素的局部尺寸 local size of an extracted integral feature
一切提取组成要素上两对应点之间距离的统称。
注:为方便起见,可将提取组成要素的局部尺寸简称为提取要素的局部尺寸。
3.7.2.1
提取圆柱面的局部尺寸 local size of an extracted cylinder
要素上两对应点之间的距离。其中,两对应点之间的连线通过拟合圆圆心;横截面垂直于由提取表面得到的拟合圆柱面的轴线。
[GB/T 18780.2-2003中3.5]
3.7.2.2
两平行提取表面的局部尺寸 local size of two paraallel extracted surfaces
两平行对应提取表面上两对应点之间的距离。其中:所有对应点的连线均垂直于拟合中心平面;拟合中心平面是由两平行提取表面得到的两拟合平行平面的中心平面(两拟合平行平面之间的距离可能与公称距离不同)。
[GB/T 18780.2-2003中3.6]
 3.7.3
3.7.3
极限尺寸 limits of size
尺寸要素允许的尺寸的两个极端。提取组成要素的局部尺寸应位于其中,也可达到极限尺寸。
3.7.3.1
上极限尺寸 upper limits of size
尺寸要素允许的最大尺寸(见图1)。
注:在以前的版本中,上极限尺寸被称为最大极限尺寸。
3.7.3.2
下极限尺寸 lower limits of size
尺寸要素允许的最大尺寸(见图1)。
注:在以前的版本中,下极限尺寸被称为最小极限尺寸。
3.8
极限制 limit system
经标准化的公差与偏差制度。
3.9
零线 zero line
在极限与配合图解中,表示公称尺寸的一条直线,以其为基准确定偏差和公差(见图1)。
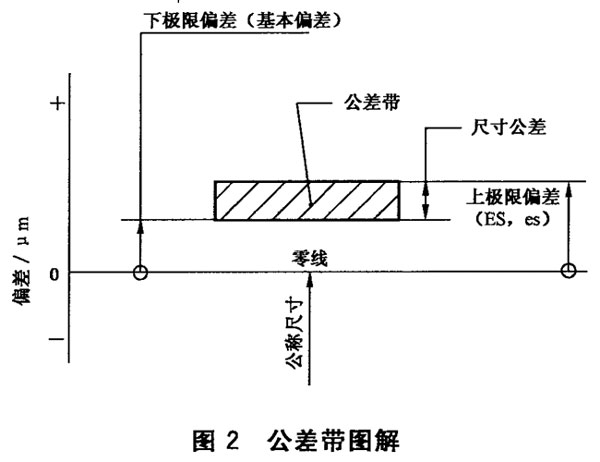
通常,零线沿水平方向绘制,正偏差位于其上,负偏差位于其下(见图2)。
 3.10
3.10
偏差 deviation
某一尺寸减其公称尺寸所得的代数差。
3.10.1
极限偏差 limit deviations
上极限偏差和下极限偏差。
注:轴的上、下极限偏差代号用小写字母es,ei表示;孔的上、下极限偏差代号用大写字母ES,EI表示(见图2)。
3.10.1.1
上极限偏差(ES,es) upper limit deviation
上极限尺寸减其公称尺寸所得的代数差(见图2)。
注:在以前的版本中,上极限偏差被称为上偏差。
3.10.1.2
下极限偏差(EI,ei) lower limit deviation
下极限尺寸减其公称尺寸所得的代数差(见图2)。
注:在以前的版本中,下极限偏差被称为下偏差。
3.10.2
基本偏差 fundamental deviation
在本标准极限与配合制中,确定公差带相对零线位置的那个极限偏差(见图20)。
注:它可以是上极限偏差或下极限偏差,一般为靠近零线的那个偏差,如图2位下极限偏差。
3.11
尺寸公差(简称公差) size tolerance
上极限尺寸减下极限尺寸之差,或上极限偏差减下极限偏差之差。它是允许尺寸的变动量。
注:尺寸公差是一个没有符号的绝对值。
3.11.1
标准公差(IT) standard tolerance
本标准极限与配合制中,所规定的任一公差。
注:字母IT为“国际公差”的英文缩略语。
3.11.2
标准公差等级 standard tolerance grades
在本本标准极限与配合制中,同一公差等级(例如IT7)对所有公称尺寸的一组公差被认为具有同等精确程度。
3.11.3
公差带 tolerance zone
在公差带图解中,有代表上极限偏差和下极限偏差或上极限尺寸和下极限尺寸的两条直线所限定的一个区域。它是由公差大小和其相对零线的位置如基本偏差来确定(见图2)。
3.11.4
标准公差因子(i,I) standard tolerance factor
在本标准极限与配合制中,用以确定标准公差的基本单位,该因子是基本尺寸的函数。
注1:标准公差因子i用于公称尺寸至500mm,
注2:标准公差因子I用于公称尺寸大于500mm。
 3.12
3.12
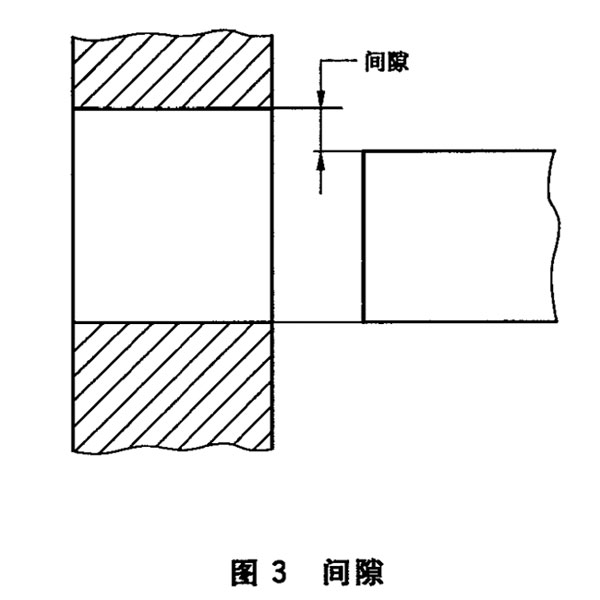
间隙 clearance
孔的尺寸减去相配合的轴的尺寸之差为正(见图3)。
3.12.1
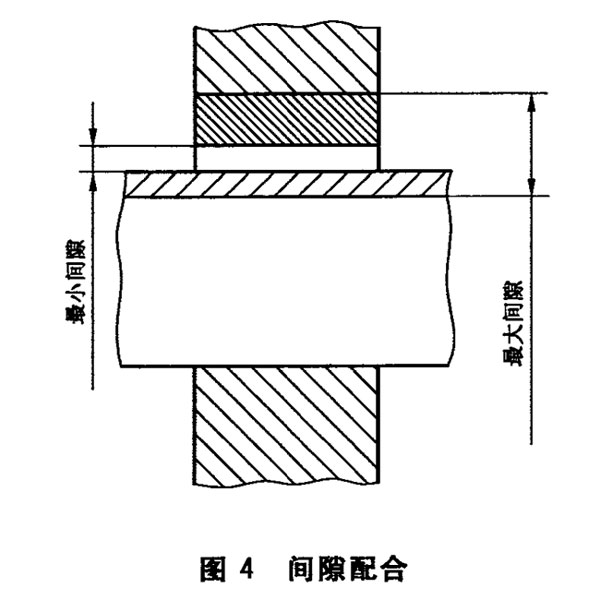
最小间隙 minimum clearance
在间隙配合中,孔的下极限尺寸与轴的上极限尺寸之差(见图4)。
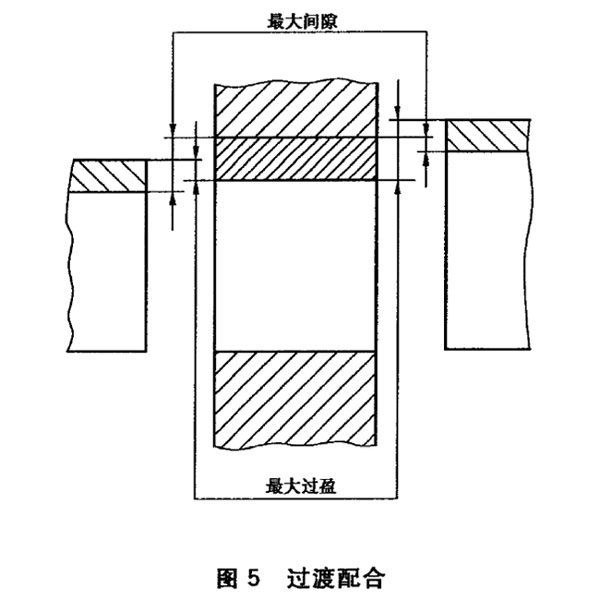
3.12.2
最大间隙 maximum clearance
在间隙配合或过渡配合中,孔的上极限尺寸与轴的下极限尺寸之差(见图4和5)。
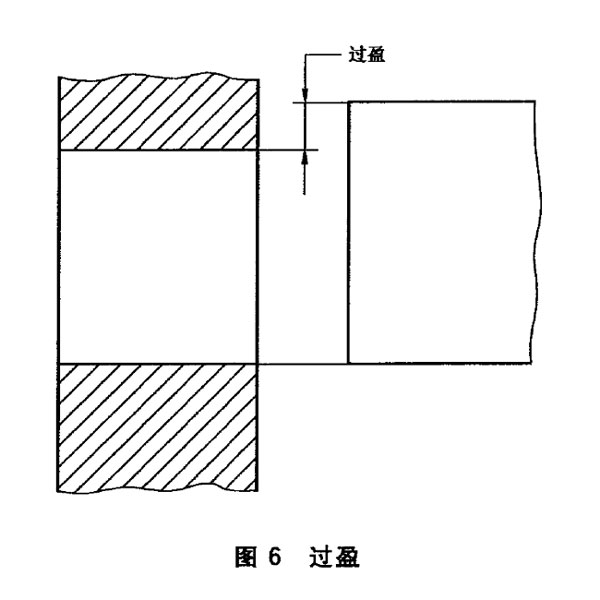
3.13
过盈 interference
孔的尺寸减去相配合的轴的尺寸之差为负(见图6)。
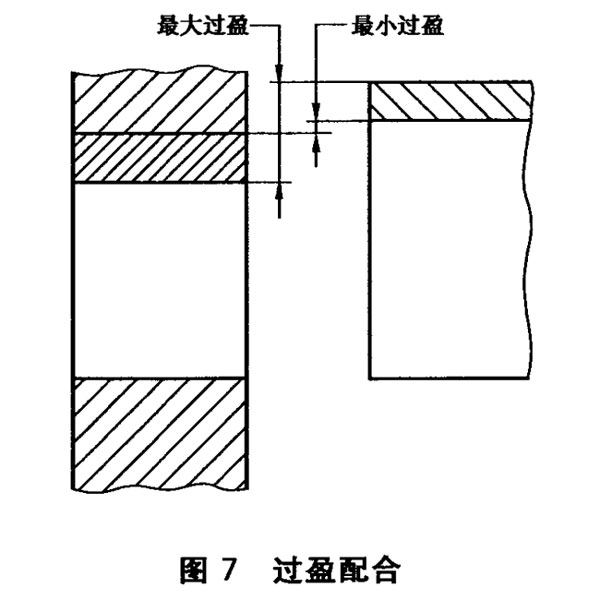
3.13.1
最小过盈 minimum interference
在过盈配合中,孔的上极限尺寸与轴的下极限尺寸之差(见图7)。
3.13.2
最大过盈 maximum interference
在过盈配合或过渡配合中,孔的下极限尺寸与轴的上极限尺寸之差(见图5和图7)。
3.14
配合 fit
公称尺寸相同的并且相互结合的孔和轴公差带之间的关系。
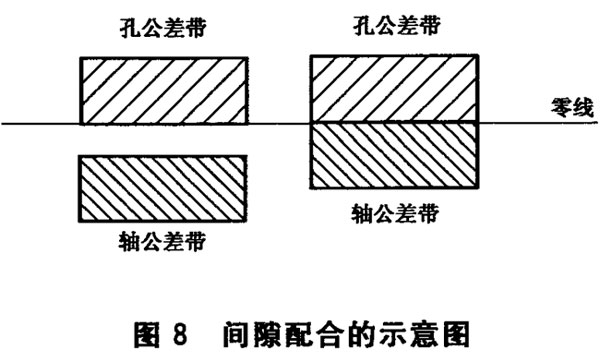
3.14.1
间隙配合 clearance fit
具有间隙(包括最小间隙等于零)的配合。此时,孔的公差带在轴的公差带之上(见图8)。
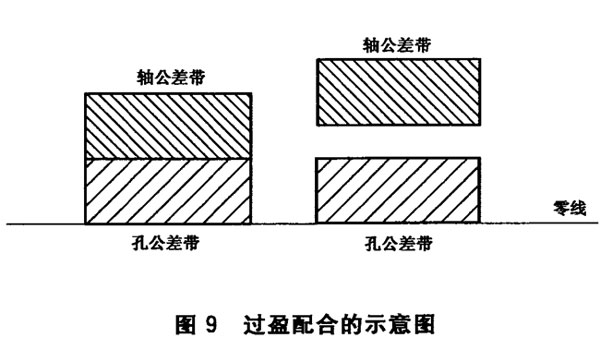
3.14.2
过盈配合 interference fit
具有过盈(包括最小过盈等于零)的配合。此时,孔的公差带在轴的公差带之下(见图9)。
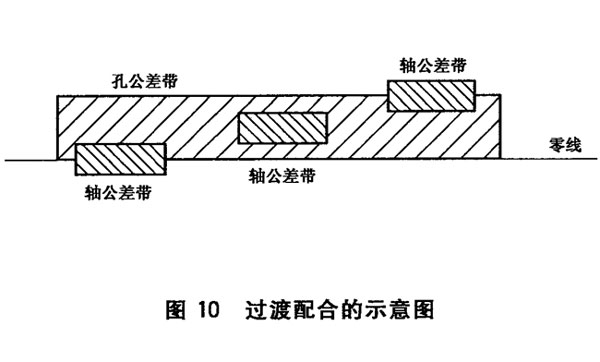
3.14.3
过渡配合 transition fit
可能具有间隙或过盈的配合。此时,孔的公差带与轴的公差带相互交叠(见图10)。
 3.14.4
3.14.4
配合公差 varition of fit
组成配合的孔与轴的公差之和。它是允许间隙或过盈的变动量。
注:配合公差是一个没有符号的绝对值。
3.15
配合制 fit system
同一极限制的孔和轴组成的一种配合制度。
3.15.1
基轴制配合 shaft-basis system of fits
基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度。
对本标准极限与配合制,是轴的上极限尺寸与公称尺寸相等、轴的上极限偏差为零的一种配合制(见图11)。
未完待续……
